I’ve been in this industry for two decades. I’ve walked through hundreds of factories across India. And there are a handful of misconceptions I hear so often that I’ve stopped being surprised by them.
I’m writing this because these aren’t harmless misunderstandings. They lead to wrong purchasing decisions, under-spec’d systems, and cleaning processes that fail quietly, showing up months later as rejection rates, audit failures, or warranty claims nobody can explain.
So here it is. The list I’ve been carrying around in my head for twenty years.
Myth 1: Higher frequency always means better cleaning
This is the one I hear most often from engineers who’ve done some reading before calling us.
Higher frequency ultrasonic waves produce smaller cavitation bubbles. Smaller bubbles mean gentler action — which is ideal for delicate surfaces like soft metals, coated components, or electronics. But gentler also means less aggressive particle removal.
For heavy contamination, machining oils, carbon deposits, scale, swarf — lower frequencies between 25 and 40 kHz generate larger, more powerful cavitation that physically dislodges stubborn contaminants far more effectively.
The right frequency is determined by your component and your contamination profile. Not by a number that sounds more impressive in a spec sheet.
Myth 2: Ultrasonic cleaning damages precision parts
I understand where this comes from. Cavitation sounds violent. Bubbles imploding against a metal surface sounds like it should cause damage.
In reality, cavitation bubbles implode at the contamination layer, not the substrate. The energy is absorbed by the contaminant being removed. When the system is correctly calibrated — right frequency, right power density, right chemistry — the process is gentler on parts than manual scrubbing, abrasive cleaning, or high-pressure spray.
We’ve cleaned components for aerospace, medical implants, and semiconductor applications where surface integrity is non-negotiable. The process works precisely because it doesn’t touch the surface the way physical cleaning methods do.
The caveat: an incorrectly specified system running at the wrong parameters on the wrong material can cause erosion. This is why getting the system design right matters. It’s not the technology that damages parts. It’s the wrong application of it.
Myth 3: One tank is enough
I see single-tank ultrasonic setups in facilities that genuinely cannot understand why they’re still failing cleanliness audits.
A single ultrasonic tank cleans the part. But if you’re putting a freshly cleaned component back into ambient air, handling it without controlled gloves, or rinsing it in water that isn’t deionised — you’re recontaminating it before it reaches the next stage.
Effective ultrasonic cleaning for precision applications is a multistage process. Ultrasonic wash, ultrasonic rinse, DI water rinse, controlled drying. Each stage has a purpose. Skipping stages to save cost is how you end up with a cleaning system that technically works but practically fails.
Myth 4: Ultrasonic cleaning is only for small parts
This one I’ll keep short because the evidence is just too obvious.
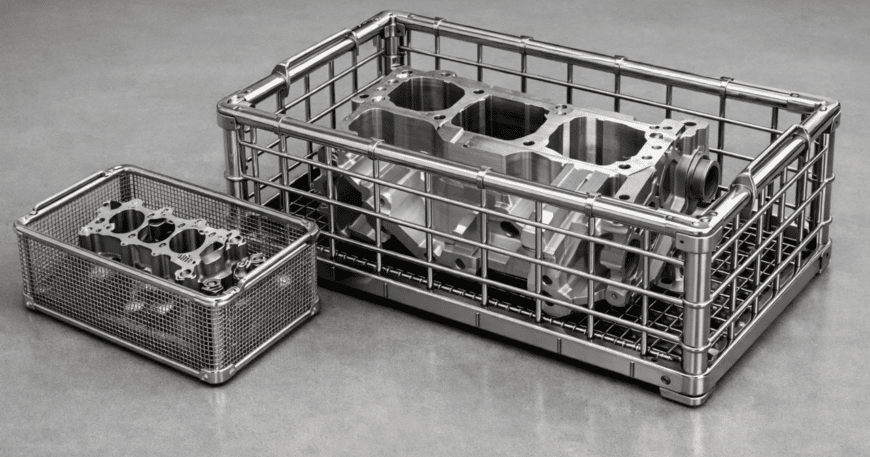
We’ve built ultrasonic cleaning systems for engine blocks, gearbox housings, large aerospace structural components, and industrial moulds. The technology scales. The engineering challenge is different at large dimensions — tank design, transducer placement, solution flow dynamics — but the physics works at any size.
If someone has told you ultrasonic cleaning isn’t suitable for your component because it’s too large, get a second opinion.
Myth 5: If the part looks clean it is clean
This is the most expensive myth on the list.
Residual machining oils, ionic contamination, and sub-micron particulates are invisible to the naked eye. A component can look spotless and still carry contamination levels that will cause it to fail a Millipore test, a corrosion resistance test, or a coating adhesion test.
The Pune supplier I wrote about a few weeks ago had this exact problem. 11% rejection rate on a line where every part looked clean coming off the wash station. The contamination was invisible and consistent and it was failing quality audits at the OEM end.
Cleanliness validation is not visual inspection. It is a measurement. And the standard your OEM or export customer is measuring against is almost certainly tighter than what your eyes can detect.
These aren’t obscure technical points. They come up in almost every first conversation we have with a new client. Which tells me the industry still has a significant gap between what manufacturers know about production and what they know about what happens after production.
If any of these myths sound familiar from your own facility, happy to have a straight conversation about it. No sales pitch. Just two people talking about a problem

